

OEM Non-Rising Stem Gate Valve: A Comprehensive Guide for Industrial Applications
2026-06-21
In industrial fluid control, the right valve can mean the difference between seamless operation and costly downtime. Non-rising stem gate valves are a staple in tight-space installations, but off-the-shelf options often fall short of unique system demands. Enter DRIFCO—a name synonymous with precision-engineered OEM solutions. This guide unpacks why customized non-rising stem gate valves are not just an upgrade, but a strategic advantage for demanding applications.
Decoding the Non-Rising Stem Design
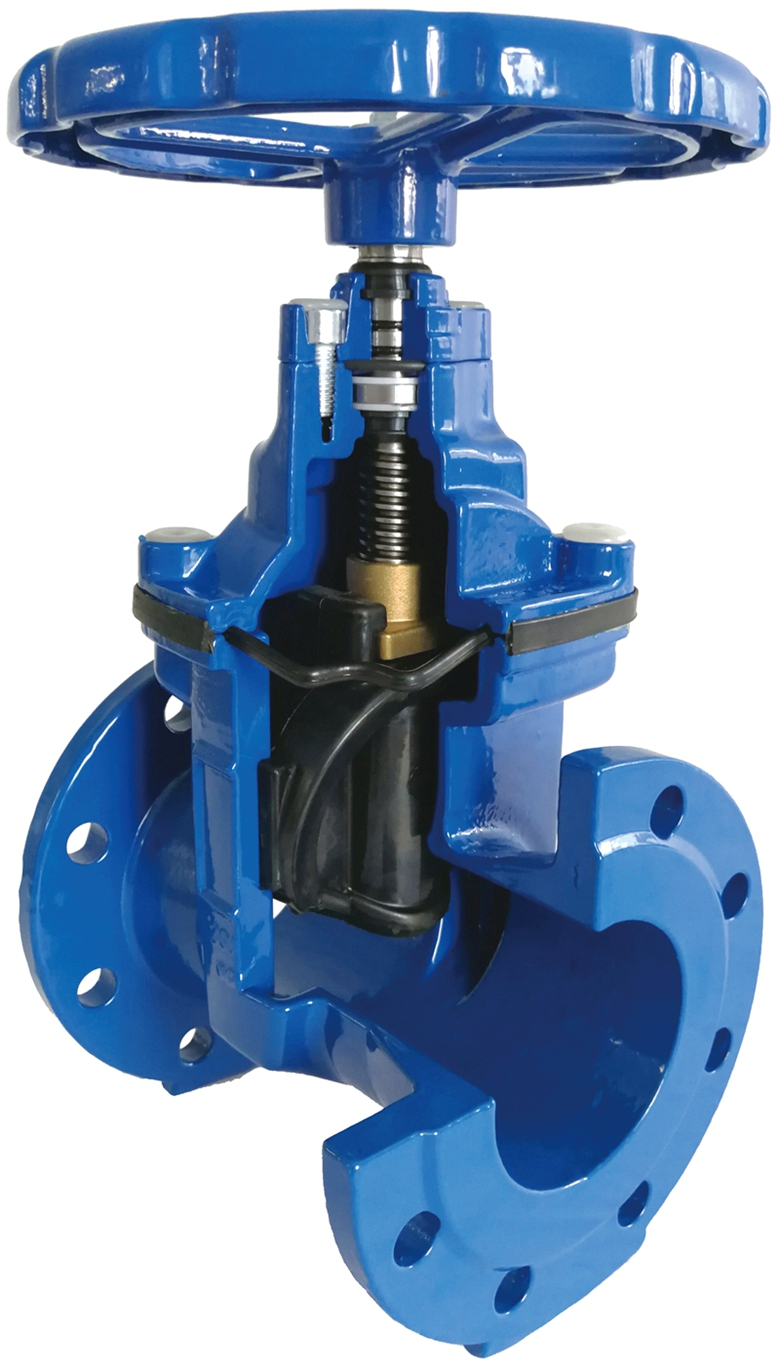
A non-rising stem design keeps the stem vertically static while the gate or disc moves up and down along the threaded stem. This is a fundamental shift from traditional rising stem valves, where the stem visibly travels upward with each turn of the handwheel. By housing the stem threads inside the valve body and letting the gate ride on them, the external height never changes, making it instantly recognizable in a lineup.
Space efficiency is the standout benefit here. Without the need for extra overhead clearance to accommodate a protruding stem, these valves slip neatly into tight installations—buried pipelines, compact valve pits, or low-profile industrial skids. Maintenance crews appreciate the fixed handwheel position, which doesn’t wander with operation, and the protected internal threads stay cleaner in dirty environments. There’s a simplicity to the visual feedback too: a glance at the indicator confirms the position without guessing how far the stem should be sticking out.
The real-world appeal spans from municipal water networks to chemical processing. Underground gate valves almost always default to non-rising stems because the surrounding soil would foul an exposed mechanism. Above ground, where operators want a quick status check without climbing over piping, the stationary stem is a silent workhorse. It’s a reminder that smart engineering often means keeping moving parts tucked away, not on display.
Where These Valves Shine: Key Industries
Precision flow control finds its stride in the oil and gas sector, where high-pressure, corrosive environments demand unyielding durability. Subsea manifolds and refinery cracking units rely on these valves to maintain safety without sacrificing throughput. Their ability to seal tight under extreme thermal swings makes them a quiet backbone in upstream extraction and downstream processing alike.
Pharmaceutical manufacturing pushes for sterility and repeatable metering—here, these valves step up with crevice-free designs that prevent bacteria harborage. From bioreactor feed lines to lyophilizer vacuum systems, they handle aggressive CIP media and delicate biologic suspensions with equal finesse. The minimal particle shedding keeps product purity intact across batch cycles, a non-negotiable in regulated drug production.
Water treatment plants lean on them for precise chemical dosing and sludge management. Whether throttling ferric chloride in coagulation or controlling backwash rates in multimedia filters, the valves’ inherent linearity simplifies automation loops. Their resilience against scaling and biofilm buildup translates to fewer manual interventions, aligning with the push for unattended operation in modern utility networks.
Picking the Perfect OEM Gate Valve
Finding the right OEM gate valve starts with a deep look at your system’s operating conditions. It’s tempting to grab a part number and call it done, but that approach often leads to leaks, corrosion, or premature failure. Instead, map out the media type, temperature swings, and how often the valve actually cycles. A valve that works beautifully in clean water might crumble in a mild chemical stream. This upfront homework narrows the field and keeps your shortlist focused on genuine contenders.
Once you have the basics pinned down, dig into the construction details. Check that the body and trim materials match your pressure and corrosion demands—316 stainless might suffice for one job, but Hastelloy could be necessary for another. Pay attention to the seat design; metal seats handle high heat, while resilient seats give you a tighter shutoff. If the valve needs to operate frequently, consider whether the OEM offers a backseat or live-loading on the stem packing. Don’t overlook the connection ends either; flanged, threaded, or welded choices impact installation and maintenance routines.
Finally, vet the OEM itself. A perfect valve on paper means little if the manufacturer can’t deliver consistent quality or provide solid technical backing when you need it. Ask for material test reports, pressure test certificates, and traceability on critical components. Look for an OEM that knows your industry’s quirks—someone who has solved similar challenges before. A longer lead time might sting now, but a valve that fits without compromise and lasts for years will save far more in downtime and replacements.
Installation Insights You Won't Find in the Manual
Ever stared at a diagram in the manual and felt like something was deliberately left out? You’re not imagining it. Those official instructions often skip the part about how the mounting bracket will somehow be three millimeters off if you don’t shim it just right. I’ve learned the hard way that you need to dry-fit everything twice and keep a set of thin washers handy — the kind that aren’t listed in the parts list but make the difference between a rock-solid install and a wobbly annoyance.
Then there’s the cable routing puzzle that no schematic ever solves. The trick is to start from the end device and work backward, leaving barely enough slack but not a centimeter more. Too much, and you’ll be fighting a bulge behind the drywall; too little, and you’re re-terminating in a cramped corner. A seasoned installer once told me to always run an extra nylon pull string through conduits before buttoning everything up, even if the plan says you won’t need it. Six months later, you’ll thank yourself.
Don’t overlook the thermal quirks of your gear either. Manuals rarely mention that that sleek power supply needs a gap of at least two inches on all sides if you want it to last beyond its warranty. I’ve taken to mounting units on standoffs rather than flush, and using a pocket infrared thermometer during the first week of operation to double-check heat buildup. It’s the kind of instinct you develop only after you’ve already cooked one too many components in an otherwise perfect installation.
Troubleshooting Common Hiccups
We’ve all been there—right in the middle of something important and suddenly, a tiny hiccup throws everything off track. It could be a program freezing, a gadget refusing to cooperate, or even just forgetting where you saved that crucial file. The first step is always taking a breath and resisting the urge to start mashing buttons. More often than not, the simplest explanation is the right one: cables get nudged, batteries die, or software just needs a quick restart.
One trick that saves an embarrassing amount of time is checking the basics before diving into complex fixes. Is it plugged in? Did you accidentally mute the volume? Have you updated the app recently? I once spent twenty minutes blaming a stubborn printer for a paper jam, only to realize the paper tray was slightly ajar. Keeping a mental checklist of these little things can prevent a lot of frustration and make you look like the office miracle worker.
When those quick checks don’t cut it, staying calm and isolating the problem step by step works wonders. Instead of changing ten settings at once, tweak one thing and see what happens. If your internet drops out, restart the modem before resetting the whole network. For finicky apps, clearing the cache often does the trick without losing your data. And if all else fails, there’s no shame in asking a friend or looking up a solution—just remember, everyone faces these hiccups, no matter how tech-savvy they claim to be.
Long-Term Care for Reliable Performance
True reliability isn’t a one-time achievement—it’s earned through consistent, attentive upkeep. Much like caring for a classic car or a fine musical instrument, the way you maintain your system day in and day out directly shapes how it performs when you need it most. Neglect doesn't announce itself with a sudden breakdown; it creeps in as subtle drift, slower response times, or a quiet loss of precision. Long-term care means building a rhythm of small, deliberate actions that keep everything tuned to its original promise.
Regular check-ups often uncover what routine monitoring misses. A slight vibration in a rotating part, a filter that’s catching more than expected, or a calibration that’s barely off—these are the early whispers of trouble. Addressing them early keeps the whole setup balanced, preventing the cascade of strain that turns a minor fix into a major overhaul. It’s the difference between a system that runs and one that runs effortlessly year after year, adapting to wear without breaking stride.
Over time, this approach becomes a form of respect for the machinery—or the process—itself. The payoff isn’t just avoided downtime; it’s the quiet confidence that comes from knowing every part is doing its job as intended. And while budgets appreciate the lower total cost of ownership, the real win is the uninterrupted flow of work, the absence of midnight alarms, and the steady hum of something that simply doesn’t let you down.
FAQ
An OEM non-rising stem gate valve is a custom-engineered valve produced by a manufacturer specifically for another company's equipment or system requirements. Unlike standard catalog valves, these are tailored to precise specifications—such as material, pressure rating, end connections, or coating—ensuring seamless integration into specialized industrial setups. The key functional distinction is the non-rising stem design: the stem does not move vertically when the valve opens or closes; instead, the gate travels along the stem threads, making it ideal for installations with limited vertical clearance.
You'd choose a non-rising stem gate valve primarily where vertical space is restricted—think underground piping, vaults, trenches, or inside compact equipment skids. They're common in water distribution networks, wastewater treatment, fire protection systems, and shipboard piping. Another advantage is that the stem remains protected from external contamination, which is valuable in dusty or corrosive environments. However, they aren't generally suited for high-temperature steam services because thermal expansion can complicate the threaded engagement between stem and gate.
Material selection hinges on the fluid chemistry, temperature, and pressure. For aggressive chemicals, you might specify the body and bonnet in duplex stainless steel or Hastelloy, with the gate and seat overlayed with Stellite for hardness and corrosion resistance. The stem itself often requires a corrosion-resistant alloy like 17-4 PH or Monel, especially since the threads are internal and constantly exposed to the line media. Don't overlook the packing and gasket materials—PTFE or graphite-based seals may be needed depending on fugitive emissions requirements. A thorough OEM will also consider galvanic corrosion if dissimilar metals are in contact.
The process usually starts with a detailed specification sheet covering design standards (API 600, ASME B16.34, etc.), size, pressure class, fluid characteristics, operating temperatures, and any unique performance criteria—such as zero-leakage shutoff or fire-safe certification. You'll also detail the preferred end connections (flanged, butt-weld, grooved), actuation method, and any third-party approvals needed. The OEM may then propose material upgrades, design modifications like extended bonnets for cryogenic service, or special coatings. Prototyping and type testing are common before full production, especially for critical applications. The key is giving the OEM a complete picture of the operating environment and lifecycle expectations.
The main challenge is that you can't visually confirm the valve's open/closed position from the stem—you must rely on limit switches, position indicators, or counting handwheel turns. Also, because the stem threads are inside the pressure boundary, they're continually exposed to the process fluid, making thread wear or galling more likely, especially with dirty or abrasive media. This makes proper material pairing and regular lubrication critical. Backseating is often less evident, so repacking under pressure requires more caution. Inspecting the seating surfaces without removing the bonnet is nearly impossible, so predictive maintenance often depends on operational data rather than visual inspection.
Yes, they can be automated, but the non-rising stem presents some design considerations. Multi-turn electric actuators are the most common choice because they can directly drive the stem nut. For pneumatic or hydraulic automation options, a scotch-yoke or rack-and-pinion actuator usually requires a gearbox or a mounting adapter to convert rotary motion to multi-turn operation. The OEM will typically machine the stem top to match the actuator's drive bushing, often with a keyway or a square drive. Always specify the required torque including safety factors—stem torque can be higher than a comparable rising stem valve due to thread friction under load.
A responsible OEM will perform hydrostatic shell and seat leakage tests as per API 598 or equivalent, with the option for low-pressure air seat testing if specified. For fire-safe designs, you'll see fire test certificates to API 607 or 6FA. Material traceability to the melt source is standard for pressure-containing parts, and NDE methods like liquid penetrant or radiography are applied for castings. Functional testing with a differential pressure test ensures the valve operates smoothly under load. Some OEMs offer cryogenic testing, fugitive emission monitoring to ISO 15848, or a lifecycle endurance test for actuated valves. Always request a detailed inspection and test plan (ITP) aligned with the purchase order requirements.
The most common mistake is ignoring the flow direction if the valve has a preferred orientation—many gate valves are bidirectional, but some high-performance seats are unidirectional for better sealing. Also, ensure there's enough room above the valve to turn the handwheel or mount an actuator; the stem doesn't rise, but the handwheel still needs clearance. Pipe alignment is critical: if the flanges are misaligned, it can distort the body and cause gate binding. For buried installations, verify the gear operator extension height matches the soil cover, and use corrosion-resistant thrust collars. Finally, never use the valve to support pipe weight; proper supports should be in place before bolting up.
Conclusion
OEM non-rising stem gate valves solve a fundamental space problem in tight piping systems by keeping the stem threaded inside the valve body rather than lifting it upward. This compact architecture proves invaluable in underground installations, shipboard systems, and any plant where overhead clearance is at a premium. Refineries, water treatment facilities, and chemical processing plants all rely on these valves to handle everything from crude oil to corrosive fluids, with seat and disc materials tailored to each medium. Choosing the right OEM partner means looking beyond catalog specs—material traceability, pressure class compliance, and the ability to customize trim and actuation are what separate dependable suppliers from the rest.
Field experience often reveals tricks that manuals skip: aligning flanges without binding the stem, pre-lubricating the thrust collar before the first stroke, and setting torque limits on electric actuators to avoid over-tightening. When issues arise—a stiff handwheel, leakage past the seat, or erratic operation—the root cause is seldom the valve itself. More often, debris in the line, incorrect mounting orientation, or thermal expansion in the piping is to blame. Routine maintenance extends far beyond an annual greasing; it means monitoring stem packing integrity, cycling the valve periodically to prevent seizing, and replacing graphite seals before they harden. With thoughtful installation and consistent care, an OEM non-rising stem gate valve delivers reliable, low-profile shutoff for decades, quietly doing its job without drawing attention to itself.
Contact Us
Contact Person: George
Email: [email protected]
Tel/WhatsApp: 13863633883
Website: https://www.es-fire.com
